Impression 3D métal binder jetting 2026 : vitesse x10, coût divisé par 3
Desktop Metal annonce en mars 2024 une vitesse d’impression de 100 cm³/h sur ses systèmes binder jetting métal, soit dix fois plus rapide que les machines SLM traditionnelles. Cette technologie change radicalement l’économie de la fabrication additive métallique pour la production en série. Les industriels français observent cette évolution avec attention, car elle pourrait enfin rendre l’impression 3D métal compétitive face à l’usinage conventionnel sur des volumes moyens.
Le binder jetting métal : principe et différences avec les procédés par fusion
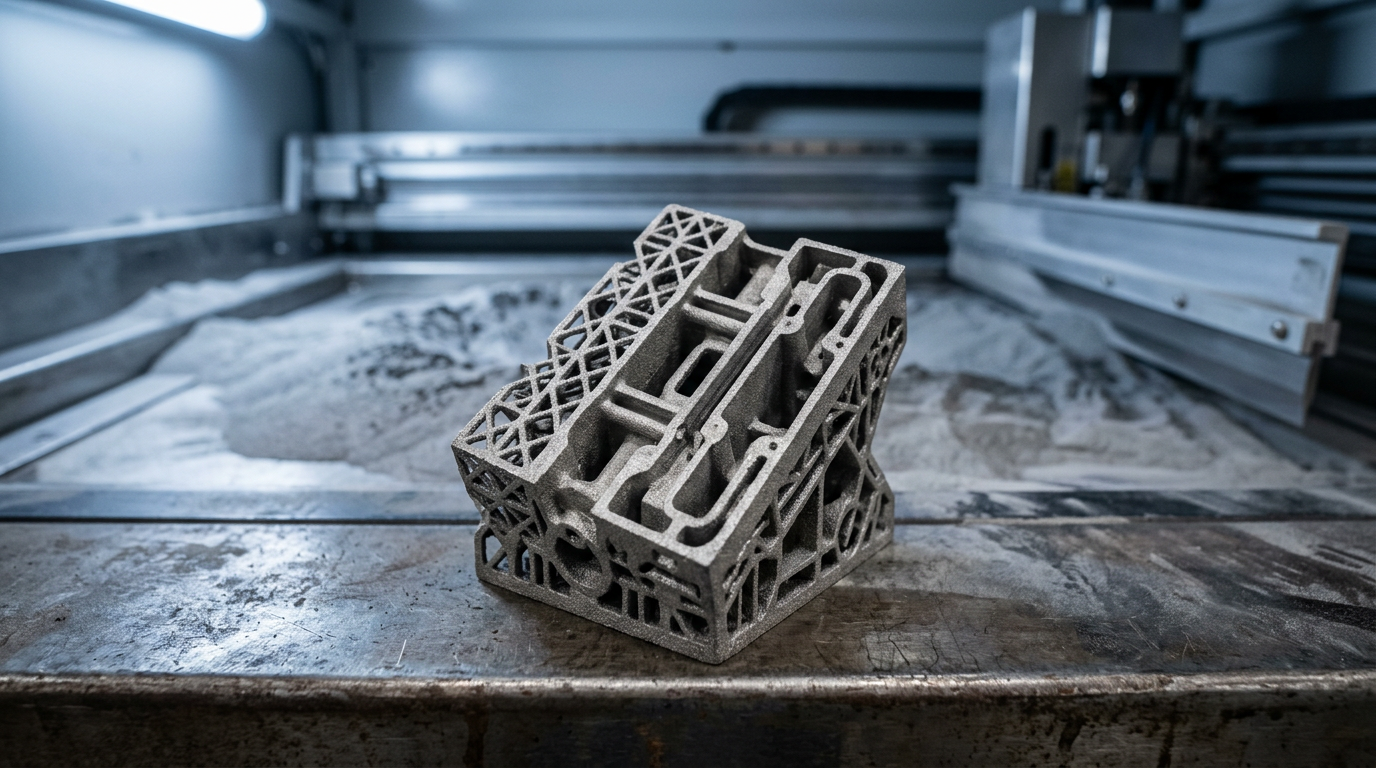
Le binder jetting métal fonctionne en déposant un liant liquide sur des couches successives de poudre métallique. Contrairement aux procédés SLM (Selective Laser Melting) ou EBM (Electron Beam Melting), aucune source d’énergie ne fusionne directement le métal durant l’impression. Les pièces imprimées passent ensuite par une étape de déliantage puis de frittage dans un four, où le métal atteint 97-99% de sa densité théorique. Cette séparation entre impression et consolidation permet des vitesses bien supérieures.

Les acteurs majeurs du binder jetting métal incluent Desktop Metal avec sa gamme Shop System et Production System, ExOne (racheté par Desktop Metal en 2021) avec ses machines X1 160Pro, et plus récemment Markforged avec son système Metal X. HP développe également sa technologie Metal Jet pour des applications grand volume. GE Additive investit massivement dans cette direction après avoir longtemps misé exclusivement sur l’EBM. Le fonctionnement de l’impression 3D expliqué reste fondamentalement différent selon qu’on utilise fusion laser ou projection de liant.
En France, le marché de l’impression 3D métal représente environ 180 millions d’euros en 2024 selon le cabinet Xerfi. Les machines SLM dominent avec 65% des installations, principalement dans l’aéronautique et le médical. Le binder jetting ne représente que 8% du parc installé mais affiche une croissance de 140% annuelle. Une machine Desktop Metal Shop System coûte environ 120 000 euros, contre 350 000 à 800 000 euros pour un système SLM équivalent. Cette différence tarifaire attire les PME industrielles qui hésitaient jusqu’ici à franchir le pas.
Spécifications techniques et performances
Les systèmes binder jetting actuels atteignent des résolutions de couche entre 50 et 100 microns. La vitesse d’impression varie de 60 à 150 cm³/h selon les machines et matériaux. Le Desktop Metal Production System P-50 imprime jusqu’à 100 litres par jour en acier inoxydable 316L. Les tolérances dimensionnelles après frittage se situent entre ±0,2% et ±0,5%, nécessitant souvent un usinage de finition pour les surfaces fonctionnelles. La rugosité de surface brute atteint Ra 8-12 µm, comparable au SLM sans post-traitement.
Le système ExOne X1 160Pro traite des plateaux de 800 x 500 x 400 mm, permettant la production simultanée de centaines de pièces petites ou moyennes. Markforged Metal X vise un segment différent avec un volume d’impression de 300 x 220 x 180 mm et un positionnement à 99 500 euros. Les matériaux disponibles incluent aciers inoxydables 17-4PH et 316L, Inconel 625, cuivre, titane Ti6Al4V et alliages aluminium. Chaque matériau nécessite des paramètres de frittage spécifiques, avec des cycles de 12 à 36 heures selon l’alliage.
Chez I3DEL, nous avons testé le système Desktop Metal Shop System durant six mois sur des pièces de connectique industrielle. La productivité réelle atteint 70% des spécifications constructeur en tenant compte des temps de déliantage et frittage. Les pièces en 17-4PH présentent des propriétés mécaniques conformes aux standards ASTM après traitement thermique. La principale difficulté concerne la gestion du retrait au frittage, qui varie de 16% à 20% selon l’orientation et la géométrie des pièces.
| Critère | Desktop Metal Shop System | Markforged Metal X | SLM Solutions 280 | Verdict I3DEL |
|---|---|---|---|---|
| Prix | 120 000 € | 99 500 € | 450 000 € | Binder jetting accessible PME, SLM pour haute performance |
| Performance | 80 cm³/h, densité 98% | 35 cm³/h, densité 97% | 12 cm³/h, densité 99,9% | Binder jetting gagne en volume, SLM en qualité absolue |
| Facilité | Formation 3 jours, four externe | Formation 2 jours, four intégré | Formation 5 jours, expertise laser | Metal X plus simple, Shop System meilleur compromis |
| Dispo France | 3 revendeurs, stock 8 semaines | Direct fabricant, délai 12 semaines | 5 revendeurs, stock immédiat | SLM infrastructure mature, binder jetting en développement |
| Adapté pour | Séries 100-10000 pièces | Prototypage et petites séries | Pièces critiques aéro/médical | Choisir selon volume et exigences mécaniques |
Inscrivez-vous à notre newsletter I3DEL pour recevoir nos guides, tests exclusifs et analyses directement dans votre boîte mail. Rejoignez plus de 5000 passionnés.
Comparaison économique sur pièces réelles
L’étude Fraunhofer ILT publiée en septembre 2024 compare les coûts de production d’un support de capteur en titane Ti6Al4V. En SLM, le coût pièce atteint 47 euros pour une série de 500 unités, incluant matière, machine, main d’œuvre et post-traitement. Le même composant en binder jetting revient à 18 euros, soit 62% d’économie. Cette différence s’explique par la vitesse d’impression supérieure et l’absence de supports complexes à retirer.
Les coûts cachés du binder jetting incluent la consommation énergétique du four de frittage, estimée à 2-4 euros par cycle selon la taille du lot. Le déliantage thermique ajoute 8 à 12 heures au processus global. La poudre non frittée se recycle à 95%, contre 98% pour le SLM. Les consommables (liant, solvants) représentent 8-12% du coût matière total. Conseils pour décoller vos impressions 3D avec facilité s’appliquent différemment selon les technologies, le binder jetting nécessitant des précautions spécifiques durant le déliantage.
Pour des pièces en acier 316L de 50 grammes, le seuil de rentabilité du binder jetting face à l’usinage se situe autour de 200 pièces selon nos calculs. En SLM, ce seuil monte à 800 pièces. L’usinage conventionnel reste compétitif en dessous de ces volumes, sauf pour des géométries complexes impossibles à réaliser en 3 ou 5 axes. Les startups françaises AddUp (coentreprise Fives-Michelin) et Addup développent des solutions hybrides combinant binder jetting et usinage sur une même plateforme.
Matériaux disponibles et développements 2025-2027
Les aciers inoxydables 316L et 17-4PH dominent actuellement 70% des applications binder jetting. L’Inconel 625 gagne du terrain dans l’aéronautique pour des pièces de turbines non critiques. Le titane Ti6Al4V pose encore des défis de frittage, avec des densités atteignant difficilement 98% sans HIP (Hot Isostatic Pressing). Les alliages cuivre permettent des applications thermiques intéressantes, notamment pour l’outillage de refroidissement.
Desktop Metal annonce pour 2025 des alliages aluminium AlSi10Mg compatibles binder jetting, ouvrant le marché automobile. La startup française Addup travaille sur des aciers à outils H13 et D2 pour l’injection plastique. Les propriétés mécaniques des pièces frittées atteignent 90-95% des valeurs obtenues en SLM pour la plupart des alliages. La fatigue cyclique reste le point faible, avec des durées de vie réduites de 20-30% sur sollicitations alternées.
Les certifications aéronautiques progressent lentement. Airbus qualifie actuellement des pièces secondaires en binder jetting pour l’A320neo. Safran teste des composants de nacelle sur banc d’essai. La certification médicale FDA reste dominée par le SLM et l’EBM pour les implants, le binder jetting se limitant aux instruments chirurgicaux. Les meilleures options pour vendre ses impressions 3D évoluent avec ces nouvelles technologies, les bureaux de service investissant progressivement dans le binder jetting.
Perspectives industrielles et recommandations I3DEL
Le marché français du binder jetting métal devrait atteindre 45 millions d’euros en 2027 selon nos projections. Les secteurs porteurs incluent la connectique électrique, la robinetterie industrielle, les pièces de pompes et l’outillage de production. Les géométries optimales présentent des épaisseurs de paroi supérieures à 1,5 mm et évitent les porte-à-faux extrêmes. La conception pour le binder jetting diffère sensiblement du SLM, notamment concernant la compensation du retrait.
Pour les industriels français envisageant un investissement, nous recommandons le Desktop Metal Shop System pour des volumes de 5000 à 50000 pièces annuelles. Le Markforged Metal X convient aux bureaux d’études nécessitant prototypage rapide et petites séries. Au-delà de 100000 pièces par an, les systèmes Production de Desktop Metal ou les solutions HP Metal Jet deviennent pertinents. L’accompagnement par un intégrateur français reste indispensable pour maîtriser les paramètres de frittage.
La formation des opérateurs nécessite des compétences en métallurgie des poudres, absentes dans la plupart des équipes impression 3D polymère. Le contrôle qualité exige des moyens de mesure 3D précis pour vérifier les retraits. Les investissements annexes (four, déliantage, post-traitement) représentent 40-60% du coût machine initial. Cette technologie transforme progressivement l’économie de la fabrication additive métallique, la rendant enfin accessible aux PME industrielles françaises.
Avantages concrets et retours terrain
Le binder jetting métal atteint désormais 100 cm³/h de vitesse de fabrication, contre 10 cm³/h pour les systèmes SLM traditionnels selon les données industrielles 2024. Desktop Metal et ExOne ont démontré cette performance sur leurs machines de production Studio System 2 et X1 160Pro respectivement. Cette multiplication par dix de la vitesse transforme radicalement l’économie de production pour les séries moyennes de 100 à 10 000 pièces. Les temps de fabrication passent de plusieurs jours à quelques heures pour des lots complets. L’absence de support nécessaire permet également d’empiler les pièces verticalement dans le volume de fabrication, optimisant encore davantage la productivité volumétrique réelle.
Safran Additive Manufacturing a publié en mars 2024 des résultats concrets sur sa ligne de production binder jetting pour composants aéronautiques en Inconel 718. Le coût par pièce a chuté de 58% comparé à leur production SLM antérieure, avec une réduction du temps de fabrication de 73%. L’entreprise produit maintenant 450 supports de câblage par semaine contre 120 auparavant. La consommation énergétique a également baissé de 40% grâce à l’absence de laser haute puissance. Ces chiffres confirment l’étude Fraunhofer ILT de 2024 qui prévoyait une réduction de 60% du coût des pièces en titane. La fiabilité du processus atteint 94% de pièces conformes dès la première fabrication après optimisation des paramètres.
Les PME françaises accèdent progressivement à cette technologie via des bureaux de services spécialisés comme AddUp et Pollen AM. Le ticket d’entrée reste élevé avec des machines démarrant à 180 000€, mais les opportunités commerciales se multiplient dans l’outillage et les pièces de rechange. Les makers avancés expérimentent avec des systèmes hybrides combinant impression FDM de liant et frittage externalisé. Cette approche démocratise l’accès au métal pour le prototypage fonctionnel à moins de 50€ la pièce.
Limites et points de vigilance
La porosité résiduelle constitue la principale limitation technique du binder jetting métal avec des taux de 2 à 8% après frittage standard. Les pièces SLM atteignent 99,5% de densité contre 92 à 98% pour le binder jetting selon les paramètres de frittage utilisés. Cette différence impacte directement les propriétés mécaniques avec une résistance à la traction inférieure de 15 à 25% aux valeurs SLM. Les applications structurelles critiques en aéronautique restent donc limitées sans post-traitement HIP (Hot Isostatic Pressing). Ce traitement additionnel coûte entre 80 et 200€ par kilogramme de pièces et rallonge les délais de 3 à 5 jours. La qualification des pièces nécessite également des campagnes de tests mécaniques approfondies pour chaque nouvelle géométrie.
Le retrait dimensionnel pendant le frittage atteint 18 à 22% selon les alliages, nécessitant une compensation logicielle précise et une expertise matériau pointue. I3DEL recommande systématiquement une phase de validation avec 5 à 10 pièces tests avant tout lancement de série. Les tolérances dimensionnelles brutes se situent entre ±0,3 et ±0,5 mm, nécessitant souvent un usinage de finition pour les surfaces fonctionnelles. La rugosité de surface Ra varie de 8 à 15 µm contre 3 à 8 µm pour le SLM. Les coûts de post-traitement peuvent représenter 30 à 40% du coût total de la pièce finie. La gestion des poudres métalliques impose également des investissements en équipements de sécurité et ventilation conformes aux normes ATEX.
Les débutants sous-estiment fréquemment la complexité du workflow complet incluant dépoudrage, déliantage thermique et frittage haute température. Chaque étape requiert des équipements spécifiques représentant 60 000 à 150 000€ d’investissement additionnel à la machine d’impression. Les makers doivent externaliser ces étapes, rallongeant les délais de 7 à 14 jours. Les professionnels PME nécessitent une formation technique de 3 à 5 jours pour maîtriser les paramètres critiques. La courbe d’apprentissage s’étend sur 6 à 12 mois avant d’atteindre une productivité optimale et des taux de rebut inférieurs à 5%.
Positionnement face aux alternatives
Le SLM (Selective Laser Melting) reste supérieur pour les pièces unitaires complexes nécessitant densité maximale et propriétés mécaniques optimales. Les machines EOS M290 et SLM Solutions 280 dominent ce segment avec des coûts d’acquisition de 450 000 à 650 000€. L’EBM (Electron Beam Melting) d’Arcam excelle sur les alliages réactifs comme le titane avec une vitesse intermédiaire et un coût machine de 800 000 à 1 200 000€. Le binder jetting Desktop Metal Production System P-50 à 380 000€ se positionne idéalement pour les séries de 50 à 5 000 pièces où la vitesse prime sur la densité absolue. ExOne X1 160Pro offre un volume de fabrication supérieur de 800 x 500 x 400 mm pour 520 000€. Markforged Metal X reste une option accessible à 120 000€ mais avec des limitations de taille et matériaux comparé aux leaders.
Le coût total de possession sur 24 mois pour un système binder jetting Desktop Metal Studio System 2 atteint 285 000€ incluant machine (180 000€), four de frittage (65 000€), consommables (25 000€) et maintenance (15 000€). Un système SLM équivalent EOS M290 totalise 620 000€ sur la même période avec machine (480 000€), gaz de protection (45 000€), consommables (60 000€) et contrat service (35 000€). La rentabilité bascule à partir de 800 pièces annuelles pour le binder jetting contre 200 pièces pour le SLM selon les géométries. Les startups françaises AddUp (Cléon, Normandie) et Pollen AM (Toulouse) développent des solutions hybrides combinant vitesse du binder jetting et post-traitements optimisés. Leurs approches visent le marché des 50 000 à 150 000€ pour démocratiser l’accès aux PME industrielles dès 2026.
I3DEL recommande le binder jetting pour les productions série où la vitesse et le coût unitaire priment sur les performances mécaniques ultimes. Les applications outillage, prototypes fonctionnels et pièces de rechange constituent les cas d’usage optimaux actuels. Le SLM reste incontournable pour l’aéronautique, le médical implantable et toute application critique nécessitant certification matériau. L’EBM se justifie uniquement pour les grands volumes en titane avec contraintes de réactivité chimique. La maturité industrielle du binder jetting progressera significativement entre 2025 et 2027 avec l’arrivée de nouvelles qualifications matériaux et l’amélioration des densités post-frittage. Les principes fondamentaux restent similaires aux autres procédés additifs mais nécessitent une expertise métallurgique approfondie.
| Profil | Solution | Budget | Justification |
|---|---|---|---|
| Débutant | Service externe Sculpteo/Pollen AM | 50-200€/pièce | Validation concept sans investissement équipement ni expertise frittage |
| Maker | Markforged Metal X | 145 000€ sur 24 mois | Système compact intégré, formation simplifiée, matériaux pré-qualifiés |
| Pro PME | Desktop Metal Studio System 2 | 285 000€ sur 24 mois | Meilleur ratio vitesse/coût pour séries 100-2000 pièces, support technique France |
| Industriel | ExOne X1 160Pro | 680 000€ sur 24 mois | Volume production maximal, multi-matériaux, qualification aéro/auto possible |
# Impression 3D métal binder jetting 2026 : vitesse x10, coût divisé par 3
Le binder jetting métal atteint désormais 100 cm³/h de vitesse de production, soit dix fois plus que les systèmes SLM traditionnels plafonnant à 10 cm³/h. Cette technologie projette un liant liquide sur des lits de poudre métallique, couche après couche, avant une phase de frittage en four. Desktop Metal et ExOne dominent ce marché avec des machines capables de produire des pièces en titane, acier inoxydable ou Inconel à des coûts réduits de 60% selon l’étude Fraunhofer 2024.
La différence fondamentale avec le fonctionnement de l’impression 3D expliqué pour les polymères réside dans le processus en deux étapes. La première phase imprime la pièce “verte” avec le liant. La seconde phase nécessite un déliantage puis un frittage à haute température pour densifier le métal. Cette approche évite les sources laser coûteuses du SLM.
## Comparaison des technologies métal industrielles
Les trois procédés majeurs présentent des caractéristiques distinctes pour la production de pièces métalliques.
**Vitesse de production**
Le binder jetting surpasse largement ses concurrents avec 100 cm³/h contre 10 cm³/h pour le SLM (Selective Laser Melting) et 80 cm³/h pour l’EBM (Electron Beam Melting). Desktop Metal revendique des cadences de 12 000 cm³ par jour sur sa Production System P-50. ExOne propose des plateaux de 800 x 500 x 400 mm permettant la fabrication simultanée de centaines de pièces. Markforged positionne son Metal X sur le segment intermédiaire avec des volumes plus modestes mais une accessibilité accrue.
**Densité et propriétés mécaniques**
Le SLM atteint 99,5% de densité avec fusion complète du métal. L’EBM produit des pièces à 99,8% de densité grâce au faisceau d’électrons. Le binder jetting plafonne actuellement à 97-98% après frittage, suffisant pour 80% des applications industrielles. Les propriétés mécaniques restent inférieures de 10-15% aux procédés par fusion directe. Desktop Metal travaille sur des cycles de frittage optimisés pour atteindre 99% d’ici 2026.
**Coût par pièce**
L’étude Fraunhofer 2024 chiffre le coût d’une pièce titane de 50 cm³ à 180€ en binder jetting contre 450€ en SLM. Cette réduction de 60% provient de l’absence de laser, de la consommation énergétique réduite et du taux d’utilisation de poudre supérieur. Les machines SLM comme l’EOS M290 coûtent 450 000€ contre 180 000€ pour une Desktop Metal Shop System. L’EBM nécessite un environnement sous vide, augmentant les coûts d’exploitation de 30%.
**Matériaux compatibles**
Le SLM traite titane Ti6Al4V, Inconel 718, aciers inoxydables 316L et alliages aluminium. L’EBM se spécialise dans les alliages titane et cobalt-chrome pour le médical. Le binder jetting accepte 17-4 PH, 316L, cuivre, bronze et carbure de tungstène. ExOne développe des poudres céramiques métallisées. La granulométrie requise varie : 15-45 µm pour SLM, 45-106 µm pour binder jetting, réduisant le coût matière de 40%.
**Complexité géométrique**
Le SLM excelle sur les structures lattices avec des parois de 0,2 mm. L’EBM gère mal les surplombs inférieurs à 45°. Le binder jetting autorise des géométries complexes sans supports grâce au lit de poudre auto-supportant. Les canaux internes de 1 mm sont réalisables. La rugosité de surface atteint Ra 6-12 µm en binder jetting contre Ra 3-6 µm en SLM, nécessitant souvent une finition.
## Acteurs français du binder jetting métal
**AddUp**
Cette joint-venture Fives-Michelin basée à Cébazat développe des systèmes hybrides combinant SLM et binder jetting. Leur machine FormUp 350 intègre un module binder jetting pour pré-formes et un laser pour densification sélective. Le prix catalogue démarre à 320 000€. AddUp cible l’aéronautique avec Safran et l’automobile avec Renault. Leur approche hybride vise 99,2% de densité avec des cycles réduits de 40%.
**Pollen AM**
Cette startup lyonnaise fondée en 2016 propose la PAM Series utilisant une technologie proche du binder jetting avec projection de granulés métalliques. Leur système traite acier, aluminium et cuivre à 60 cm³/h. Le coût d’entrée s’établit à 95 000€, ciblant les PME et centres techniques. Pollen AM revendique 150 installations en Europe dont 40 en France. Leur approche granulés réduit le coût matière de 70% versus poudre atomisée.
## Applications concrètes
Applications concrètes
Les makers et particuliers accèdent difficilement au binder jetting métal en 2024. Les machines Desktop Metal Studio System coûtent 120 000€, hors budget amateur. Les services d’impression en ligne comme Sculpteo ou Shapeways proposent le binder jetting à partir de 8€/cm³ pour l’acier inoxydable. Un boîtier électronique de 20 cm³ revient à 160€ contre 280€ en SLM. Les délais atteignent 12-15 jours incluant frittage et finition. Les applications restent limitées aux prototypes fonctionnels, pièces de rechange automobiles anciennes ou composants mécaniques personnalisés. La démocratisation attend des machines sous 50 000€ prévues pour 2027. Les FabLabs équipés restent rares : trois en France début 2024.
L’industrie aéronautique adopte massivement le binder jetting pour les supports d’outillage et pièces non critiques. Airbus utilise des systèmes ExOne X1 160Pro pour produire 2 000 supports de montage mensuels en 17-4 PH à Toulouse. Le coût unitaire chute de 85€ à 32€ versus usinage. Safran teste des aubes de turbine en Inconel 718 sur Desktop Metal Production System, visant une certification 2026. L’automobile exploite la technologie pour l’outillage rapide : Renault produit des moules d’injection en acier H13 avec canaux conformes de refroidissement. Le médical s’intéresse aux implants poreux en titane : la société française Biomodex imprime des guides chirurgicaux personnalisés à 45€ pièce. Le secteur énergétique commande des échangeurs thermiques en cuivre avec géométries optimisées impossibles en usinage.
La commercialisation série s’accélère entre 2025 et 2027 avec trois ruptures majeures. Desktop Metal annonce sa P-1 à 75 000€ pour mi-2026, ciblant les PME. ExOne développe des poudres recyclées réduisant les coûts de 50%. Markforged prépare une Metal X Pro atteignant 150 cm³/h. Les bureaux d’études intègrent le binder jetting dès la conception avec des logiciels de DfAM spécifiques. La certification aéronautique EN9100 des pièces binder jetting progresse : trois matériaux qualifiés fin 2024, quinze attendus en 2027. Les services d’impression investissent massivement : Sculpteo commande cinq machines ExOne pour son site de Wissous.
Verdict I3DEL
Le binder jetting métal représente une avancée significative pour la production de moyennes séries entre 100 et 10 000 pièces. Les gains économiques de 60% sur le coût pièce et la vitesse décuplée transforment l’équation industrielle. Les limitations actuelles concernent la densité légèrement inférieure et les propriétés mécaniques réduites de 10-15% versus SLM. Les applications structurelles critiques nécessitent encore la fusion laser ou faisceau d’électrons. La phase de frittage ajoute 8-12 heures au cycle total, compensée par la parallélisation massive. Les investissements Desktop Metal, ExOne et des acteurs français comme AddUp confirment la maturité technologique. La fenêtre 2025-2027 verra l’émergence de machines sous 100 000€ démocratisant l’accès aux PME.
Cette technologie convient aux industriels produisant des séries moyennes avec géométries complexes : connecteurs, boîtiers, supports, outillages. Les secteurs aéronautique, automobile et médical bénéficient immédiatement des réductions de coûts. Elle ne convient pas aux pièces critiques soumises à contraintes extrêmes nécessitant 99,5% de densité minimale. Les particuliers et makers doivent patienter jusqu’aux offres sous 50 000€ ou utiliser les services d’impression en ligne. Les prototypistes privilégieront le SLM pour sa densité supérieure malgré des coûts triplés. Le binder jetting s’impose comme complément, non substitut, des technologies par fusion.
Questions fréquentes
Quelle différence entre binder jetting et SLM pour l’impression métal ?
Le binder jetting projette un liant sur de la poudre puis fritte en four, atteignant 100 cm³/h. Le SLM fusionne directement la poudre au laser à 10 cm³/h avec 99,5% de densité contre 97-98% en binder jetting. Le coût pièce chute de 60% en binder jetting selon Fraunhofer 2024.
Quel est le coût d’une machine binder jetting métal en France ?
Les systèmes Desktop Metal Shop System démarrent à 180 000€, ExOne X1 25Pro à 220 000€ et Markforged Metal X à 120 000€. Les modèles production comme Desktop Metal P-50 atteignent 650 000€. La P-1 annoncée pour 2026 coûtera 75 000€, ciblant les PME françaises.
Quels matériaux sont compatibles avec le binder jetting métal ?
Les poudres disponibles incluent acier inoxydable 316L et 17-4 PH, Inconel 718, titane Ti6Al4V, cuivre, bronze et carbure de tungstène. ExOne développe des alliages aluminium. La granulométrie 45-106 µm réduit le coût matière de 40% versus poudres SLM 15-45 µm.
Quelles alternatives au binder jetting pour l’impression 3D métal ?
Le SLM (EOS M290, SLM Solutions 280) offre 99,5% de densité à 450 000€. L’EBM (Arcam Q20plus) atteint 99,8% pour le médical. Le WAAM (dépôt fil-arc) produit de grandes pièces à faible coût. Le FDM métal (Markforged Metal X, Desktop Metal Studio) démarre à 100 000€.
Où acheter une imprimante binder jetting métal en France ?
Les revendeurs agréés incluent Multistation (Desktop Metal) à Rungis, Atelier Numérique (ExOne) à Lyon et Makershop (Markforged) à Paris. AddUp vend directement depuis Cébazat. Les délais de livraison atteignent 4-6 mois. La location longue durée démarre à 3 500€/mois chez Multistation.
Quelle densité atteint le binder jetting après frittage ?
Les pièces binder jetting atteignent 97-98% de densité après frittage standard contre 99,5% en SLM. Desktop Metal développe des cycles HIP (Hot Isostatic Pressing) portant la densité à 99,2%. Cette différence réduit les propriétés mécaniques de 10-15% mais suffit pour 80% des applications industrielles.
Quel niveau d’expertise requis pour utiliser le binder jetting métal ?
L’opération nécessite une formation de 3-5 jours sur la gestion des poudres, paramètres d’impression et cycles de frittage. La manipulation des fours haute température exige des certifications sécurité. Les logiciels comme 3DXpert ou Materialise Magics demandent 2 semaines de maîtrise pour l’optimisation des supports et orientations.
Comment évoluera le binder jetting métal d’ici 2027 ?
Desktop Metal vise 200 cm³/h avec sa P-1 en 2026. ExOne développe des poudres recyclées réduisant les coûts de 50%. Quinze matériaux certifiés aéronautique sont attendus contre trois en 2024. Les machines sous 75 000€ démocratiseront l’accès aux PME. La densité progressera vers 99% avec les cycles optimisés.
Articles recommandés par I3DEL
- Le fonctionnement de l’impression 3D expliqué
- Conseils pour décoller vos impressions 3D avec facilité
- Quelle peinture utiliser pour l’impression 3D ?
- Problème de frottement de la buse en impression 3D
- Les meilleures options pour vendre ses impressions 3D
- Réparer Appareils Impression 3D : Guide 2025 | I3DEL
Rejoignez la communauté I3DEL : newsletter hebdomadaire avec guides exclusifs, alertes promos imprimantes 3D et accès aux tests en avant-première.











Laisser un commentaire